System automatycznego regulowania wilgotności masy sylikatowej MICRORADAR200-02
System automatycznego regulowania wilgotności ”Microradar–200–02” jest przeznaczony do sterowania procesem przygotowania masy sylikatowej do prasowania. System wykonuje następujące funkcje:
- pomiar oraz wyświetlenie wartości wilgotności i temperatury masy sylikatowej przy wejściu do mechanizmu nawilżania (mieszalnika);
- pomiar oraz wyświetlenie wartości wilgotności i temperatury masy sylikatowej przy wyjściu z mieszalnika;
- automatyczne podtrzymywanie wilgotności masy sylikatowej przy wyjściu z mechanizmu nawilżania odpowiednio do ustawionych wartości;
- sterowanie zużyciem wody dla nawilżania masy sylikatowej w ręcznym trybie pracy;
- analizowanie stanu systemu oraz symulacja sytuacji awaryjnych.
System pomiaru i regulowania wilgotności masy sylikatowej w procesie jej nawilżania przed prasowaniem MICRORADAR200-02 jest zbudowany na podstawie zdwojonego potokowego miernika wilgotności „Microradar-113.2K-2M”. Microradar-113.2K-2M – dokonuje regulacji według podstawowego parametru – wilgotności masy sylikatowej przy wyjściu z systemu. Urządzenie Microradar-113.2K-2M jest zbudowane z dwóch bloków czujników sensorycznych miernika wilgotności MICRORADAR-113, jeden, z których instaluje się przy wejściu do mechanizmu nawilżania, drugi – przy wyjściu. Sygnały obydwóch bloków czujników sensorycznych są przetwarzane w bloku mikroprocesorowym według specjalnego algorytmu, umożliwiającemu osobne określenie wartości wilgotności masy sylikatowej, doprowadzanej do mechanizmu nawilżającego, oraz wartości wilgotności masy sylikatowej po procesie nawilżania.
System pomiaru i regulowania wilgotności masy sylikatowej w procesie jej nawilżania przed prasowaniem MICRORADAR200-02 jest dostarczany w następującym składzie:
|
Nazwa |
Oznakowanie |
Ilość (szt.) |
|
Miernik wilgotności w składzie: Blok czujników sensorycznych Blok sterowania i kontroli Blok wyświetlacza * Instrukcja użytkowania Metryka urządzenia |
«Microradar-113.2K-2M» BCzS1, BCzS2 BSK BW IU113.2K-2M.000-03 MU113.2K-2M.000-03 |
2 1 2 1 egz. 1 egz. |
|
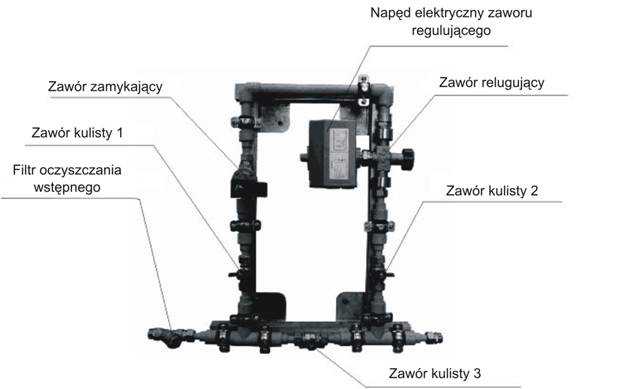
Panel hydrauliczny w składzie: Zawór zamykający Zawór kulisty Filtr oczyszczania wstępnego Filtr oczyszczania dokładnego * Przepływomierz |
PH |
1 1 2 1 1 1 |
|
Blok komutacji i sygnalizacji |
BKS |
1 |
|
Instrukcja użytkowania |
IU200-01.000-03 |
1 egz. |
|
Metryka urządzenia |
MU200-01.000-03 |
1 egz. |

Bloki podstawowe systemu – Blok komutacji i sygnalizacji, miernik wilgotności MICRORADAR113.2К-2М, panel hydrauliczny, komputer.
Praca systemu
Zasada pracy systemu polega na stworzeniu sterującego oddziaływania na zawór regulacyjny w celu zwiększenia lub zmniejszenia ilości doprowadzanej wody, w zależności od zachodzącej różnicy pomiędzy bieżącą wartością wilgotności masy sylikatowej przy wyjściu z mechanizmu nawilżania a właściwą (ustawioną) wartością.
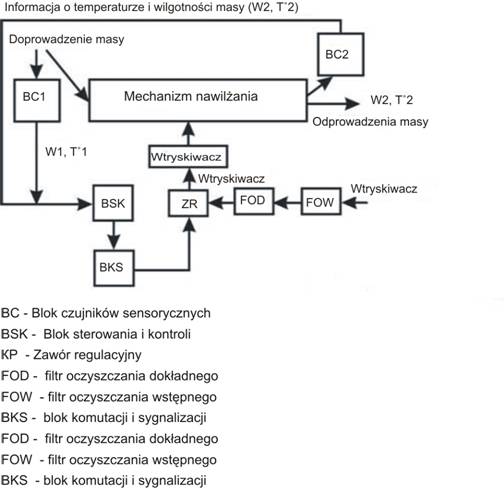
Wejściowymi sygnałami systemu są wartości wilgotności, zmierzone pierwszym i drugim blokiem czujników sensorycznych (W1 i W2 odpowiednio) oraz wartość ustawiona (Wust) w celu autoregulacji. W przypadku niewystarczającej grubości warstwy materiału, przechodzącego przez BCzS1 i (lub) BCzS2 system kontynuuje pracę, z tym że odpowiednia wartość wilgotności W1 i (lub) W2 nie jest określana i wpływu na sygnał wyjściowy nie wywiera.
Sygnałem wyjściowym jest sygnał sterowania zaworem regulującym. Wartość sygnału wyjściowego jest proporcjonalna ustawionej ilości wody, niezbędnej do utrzymania ustawionej wartości wilgotności masy przy wyjściu z mechanizmu nawilżania.
System posiada następujące tryby pracy:
„Automat” – podstawowy tryb pracy;
„Ręczny” – tryb pomocniczy;
„Wstrzymanie” – tryb oczekiwania, w przypadku zatrzymania mechanizmu nawilżania.
Zgodnie z powyższym, system posiada trzy stany. Dla sygnalizacji tych stanów w bloku komutacji i sygnalizacji są zainstalowane kontrolne żarówki sygnalizujące włączenie trybów „Ręczny”, „Automat” „Wstrzymanie” oraz sygnalizator dźwiękowy. Zarówno sterowanie sygnalizacją jak i symulacja sytuacji awaryjnych dokonuje się w BKS drogą analizy i przetwarzania sygnałów, wytwarzanych przez MK.
Przy włączonym trybie „Ręczny” sterowanie dopływem wody dokonuje operator, który kontroluje wilgotność masy przy wejściu i wyjściu z maszyny nawilżającej na podstawie wskazań miernika wilgotności. Regulacja dopływu wody dokonuje się poprzez zmianę stanu zaworu regulującego przy pomocy klawiatury BSK miernika wilgotności.
Do trybu „Wstrzymanie” system przełącza się z trybu „Automat” po odbiorze sygnału zewnętrznego informującego o zatrzymaniu mechanizmu nawilżania. W trybie „Wstrzymanie” pomiarów się nie dokonuje, zawór jest zamknięty, na LCD BSK wyświetla się wiadomość „Wstrzymanie przenośnika”. Po odbiorze sygnału zewnętrznego informującego o zatrzymaniu mechanizmu nawilżania system ponownie rozpoczyna pracę w trybie „Automat”.
Informacja o pracy systemu za pośrednictwem kanału łączności RS485 jest przekazywana do oddalonego komputera.
Sterowanie dopływem wody, wprowadzanie wartości wilgotności, korygowanie wskazań miernika wilgotności można dokonywać zarówno z komputera oddalonego, tak i przy pomocy klawiatury kontrolera. Na podstawie schematu poglądowego, wyświetlanego na ekranie monitora, operator może kontrolować przebieg procesu nawilżania, przeglądać poprzednie zapisy procesu technologicznego. Dane o wilgotności i temperaturze masy sylikatowej przy wejściu i wyjściu z maszyny nawilżającej, o zużyciu wody, są gromadzone i wyświetlane na monitorze w kształcie trendow.
- wilgotność oraz temperatura masy sylikatowej, doprowadzanej do mieszalnika;
- wilgotność oraz temperatura masy sylikatowej przy wyjściu z mieszalnika;
- obecność masy sylikatowej w blokach czujników sensorycznych (BCzS1 i BCzS2).
· PODSTAWOWE PARAMETRY STEROWANE:
ilość wody, doprowadzanej dla nawilżania.
·
Czułość – 0,1%.
·
Błąd pomiaru wilgotności ±0,5%.
·
Zakres pomiaru temperatury +0 … +99°С.
·
Błąd pomiaru temperatury ±0,5°С.
·
Całodobowy, ciągły tryb pracy.
·
Błąd ustawienia ±0,1%.
·
Precyzyjność podtrzymania wilgotności końcowej ±0,2%.
·
Tryb pracy – ręczny i automatyczny.
·
Zużycie wody 0 … 400 l/h.
·
Zakres nawilżania masy sylikatowej od 0 do 5%.
·
Liczba punktów kontroli wilgotności - 2.
·
Liczba punktów kontroli temperatury - 2.
·
Liczba punktów kontroli obecności masy sylikatowej - 2.
Widok ogólny i skład panelu hydraulicznego